I. SPECIFICHE DEL TUBO
Misuratore di correnti parassite solo per cordoni di saldatura per tubi rotondi in acciaio al carbonio.
La saldatura deve continuare a scorrere dritta e mantenersi nella posizione delle ore 12.
Per la prova di tubi rotondi con sonda a settore, ogni tubo ha un diametro esterno di una sonda; la quantità di sonde deve essere confermata prima di effettuare l'ordine in base al diametro esterno del tubo.
Per le prove su tubi quadrati o rettangolari con sonda piatta che può condividere una sonda, si consiglia di acquistare due sonde, una per la prova e l'altra di riserva.
II. SISTEMA ECT
INFORMAZIONI TECNICHE SULLO STRUMENTO ECT
Parametri ECT | |||
Frequenza | 2 frequenze di pilotaggio | Filtro passa-alto | 0-500 Hz |
Canale | 2 canali | Filtro passa-basso | 10-10000 Hz |
Velocità massima | 150 metri al minuto | Filtro digitale | 1-100 |
Gamma di frequenza | 64 Hz-5 MHz | Ritardo inizio/fine | 0-32S |
Fase | 0-359° in incrementi di 1° | Ritardo di contrassegno | 0-200S |
Guadagno | 0-90 dB in incrementi di 0,5 dB | Segna la durata | 10 ms-32000 mS |
Modalità di visualizzazione | varie modalità di visualizzazione | Orologio | Interno/Esterno |
Rapporto di guadagno (Y/X) | 0,1-10 | Alimentazione elettrica | CA 220V/110V |
Funzioni principali | |||
Allarme | Il contatore di allarme può essere impostato in base alla diversa gravità del difetto (ovvero all'ampiezza del difetto). | ||
Parametro preimpostato | Le impostazioni di ispezione per diverse applicazioni possono essere memorizzate in file e richiamate facilmente quando necessario. | ||
Rapporto | I report possono essere archiviati automaticamente o manualmente. Tutti i report vengono salvati sul PC a correnti parassite, che ha una capacità totale di circa 500 GB. Grazie all'encoder, la posizione del difetto può essere localizzata con maggiore precisione. Il report statistico in Excel mostrerà il numero totale di allarmi. | ||
Installazione | |||
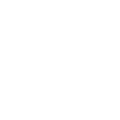
Installazione | Il saturatore deve essere installato in una posizione lontana dalla sega volante, dovrebbe essere dopo il serbatoio di raffreddamento ad acqua e prima del dimensionamentoe la sbavatura esterna del tubo (se presente) deve essere rimossa. Dovrebbe essere lasciato spazio per il saturatore magnetico. Il dispositivo di marcatura deve essere installato dopo tutti i rulli e prima del taglio. È necessario installare un encoder per ottenere la posizione esatta della marcatura e calcolare la lunghezza esatta del tubo per il report. | ||
SATURATORE MAGNETICO LOCALE
Dopo la lavorazione (ad esempio, trafilatura a freddo, trattamento termico, estrusione rotativa e giunzione, ecc.), l'interno del materiale ferromagnetico presenterebbe un'evidente disuniformità del magnetismo. Poiché il segnale di rumore causato dalla disuniformità del magnetismo è maggiore del segnale di risposta del difetto, sarebbe difficile individuare il segnale del difetto, quindi dobbiamo utilizzare un dispositivo di saturazione magnetica per sopprimere il segnale di rumore del ferromagnetismo e migliorare la sensibilità del test e la profondità di penetrazione dell'EC.

SONDA COMBINATA
La sonda combinata raccoglie sia la bobina differenziale che quella assoluta. Può essere utilizzata come due sonde (una sonda differenziale e una sonda assoluta) e può rilevare molti tipi di difetti per effettuare test efficienti e completi, come difetti longitudinali e trasversali, difetti a variazione improvvisa e difetti a variazione lenta.
Il manicotto guida viene utilizzato per guidare stabilmente il tubo attraverso il centro della sonda e per renderlo ben saturato magneticamente. Gli utenti possono anche realizzare autonomamente il manicotto guida.


ENCODER CON SUPPORTO

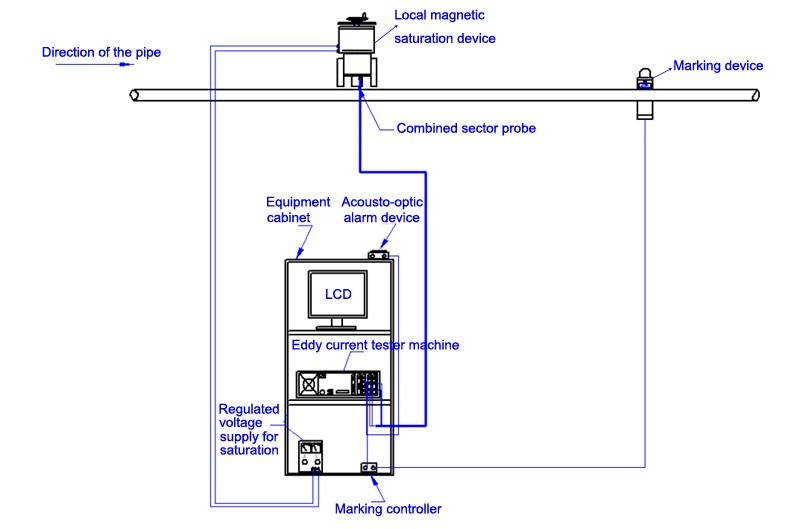
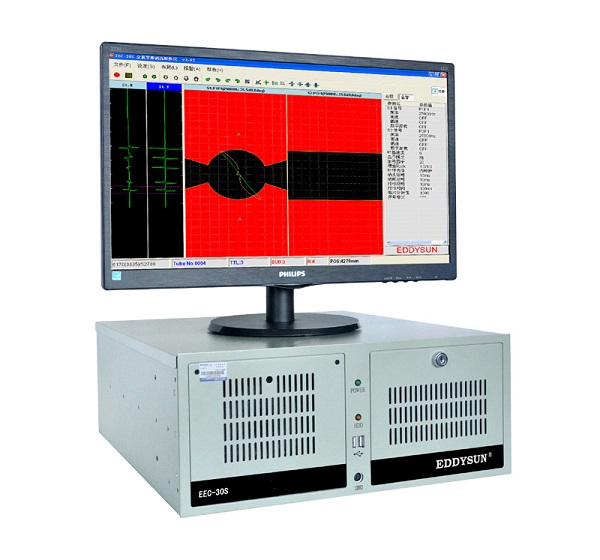
MOBILE PORTASTRUMENTI

Per l'ispezione della saldatura dei tubi, l'ispezione dei tubi online/offline, l'ispezione delle barre, l'ispezione dei cavi e così via. Funziona con diverse sonde e accessori, questa macchina può realizzare diverse funzioni. Ad esempio, con dispositivo di saturazione, può essere utilizzato per l'ispezione di materiali ferromagnetici; con apposite sonde di saldatura può essere utilizzato per testare la qualità della saldatura in linea o manualmente.
SAPERNE DI PIÙ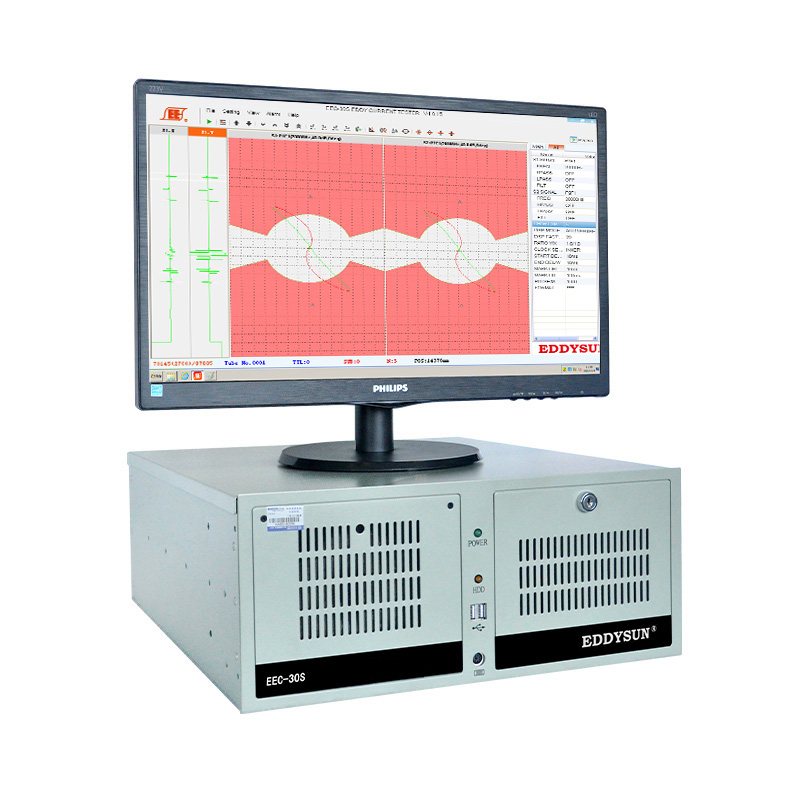
Ispezione del laminatoio per tubi EEC-30S ECT può essere utilizzato per l'ispezione di tubi online/offline, ispezione di barre, fili ispezione e così via. Progettato con 2 canali, questo strumento può ricevere contemporaneamente sia segnali differenziali che assoluti. Funziona con diverse sonde e accessori, questa macchina può realizzare diverse funzioni. Ad esempio, con dispositivo di saturazione, può essere utilizzato per l'ispezione di materiali ferromagnetici; con apposite sonde di saldatura può essere utilizzato per testare la qualità della saldatura in linea o manualmente.
SAPERNE DI PIÙVuole ricevere gli ultimi aggiornamenti! Iscriviti gratis.